

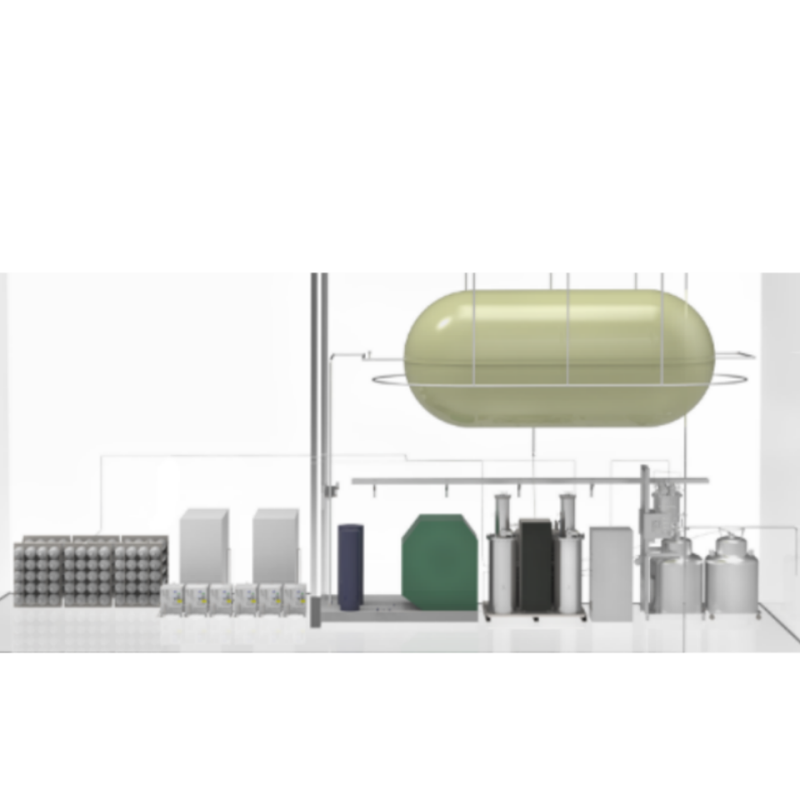


Helium Liquefaction Recovery System
Advanced Cryogenic System for Helium Recovery and LiquefactionThe Helium Liquefaction Recovery System is an advanced cryogenic solution designed to capture, purify, and reliquefy helium gas for reuse in scientific, medical, and industrial applications. By integrating gas recovery, purification, and liquefaction technologies, the system minimizes helium loss, reduces operating costs, and ensures a sustainable supply of high‑purity liquid helium. Built with high‑efficiency compressors, cryogenic heat exchangers, and vacuum‑insulated storage vessels, it delivers reliable performance under continuous operation. This system is widely used in superconducting research, MRI facilities, quantum technology laboratories, and industrial processes requiring consistent helium availability.
You may also be interested in these products.
Dry Shipper
A safe and spill‑proof Dry Shipper designed for vapor‑phase cryogenic transport of biological samples. Lightweight, durable, and compliant with international shipping standards for medical and research applications.
High-Flow Medium Pressure Cryogenic Piston Pump
Durable cryogenic piston pump engineered for high‑flow, medium‑pressure liquid transfer. Ideal for industrial gas supply, energy distribution, and cryogenic applications requiring efficient and reliable pumping performance.
High-Pressure Transfer Pump
Durable high‑pressure transfer pump engineered for efficient liquid and gas handling. Ideal for petrochemical, industrial gas, cryogenic, and energy applications requiring stable high‑pressure performance.
Static Large-Capacity Liquid Nitrogen Storage Tank
A durable, vacuum‑insulated static liquid nitrogen storage tank engineered for long‑term, large‑capacity cryogenic storage. Ideal for laboratories, medical applications, industrial processes, and scientific research requiring stable LN₂ supply.
Helium Liquefier System
High‑performance helium liquefier system engineered for efficient conversion of helium gas into liquid form. Ideal for superconducting research, MRI facilities, quantum laboratories, and industrial cryogenic applications.
Liquid Helium Vacuum Insulated Hose
High‑efficiency vacuum insulated hose designed for low‑loss transfer of liquid helium. Ideal for superconducting systems, MRI facilities, laboratories, and advanced cryogenic research applications.
Long-Cycle Low-Temperature Centrifugal Pump
High‑performance long‑cycle low‑temperature centrifugal pump designed for continuous cryogenic liquid transfer. Ideal for industrial gas systems, laboratories, and cryogenic applications requiring stable, long‑duration operation.
Low-Temperature Protective Apron
Durable low‑temperature protective apron designed for cryogenic environments. Provides thermal insulation, splash resistance, and torso protection for laboratory, medical, industrial, and research applications.








loading...
已经是到最后一篇内容了!

